|
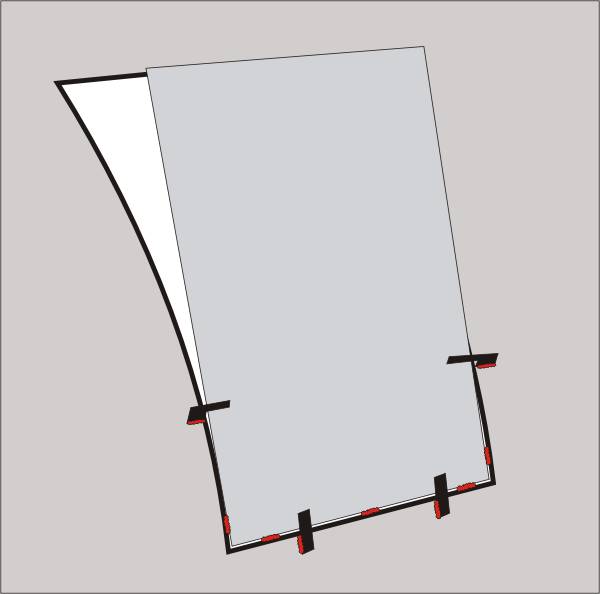
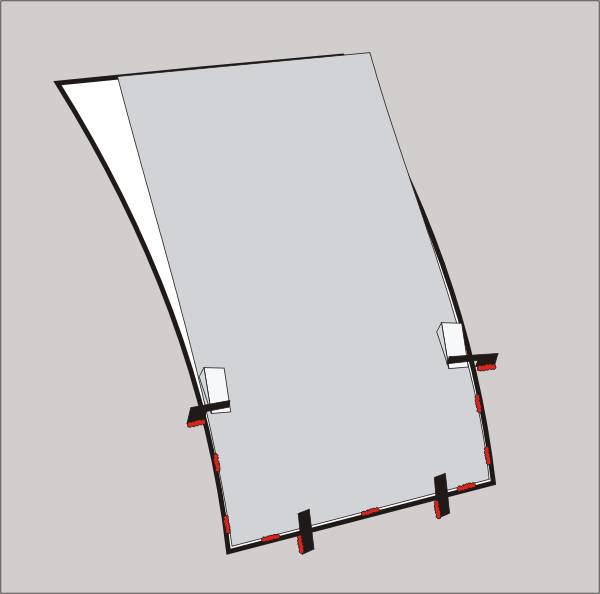
Next I would yell to Kay who would
be outside with a hammer, to drive the wedges in the “L”
shaped dogs to force the steel into a slight curve. As soon as
the surfaces aligned about 6 inches up the plate from the last
tack, I would have her stop and install another set of tacks
and repeat that until I tacked right under the “L”
shaped dogs. Then I would go outside to smack off the “L”
shape dogs and weld them higher up and start again. Inside again
and with the plate tacked all around and satisfied the edges
met well, I would cut back the tacks to reduce bead height and
prepare for welding all around. With my small MIG running on
moderate power, I could weld a pretty long line before stopping
to let the metal cool to prevent distortion.
With that done I would go outside and take
an angle grinder with a cutting blade and use it to “groove”
out the line all around the patch. I do this to get a more uniform
width and depth of channel. Then fire up the good machine. For
overhead welding you need a different arc then what you would
use on a horizontal surface. Many will advise to reduce your
current and slow the work right down but the machine I got was
so grunty and I was so sharp from having to work with a rubbish
machine before, that I just wound up the wire feed speed and
ripped! I use good magnification and my jeweller's background
was helpful. If you get it right the weld lays flat and dense,
no bubbles, pits or globs hanging off. The bead width should
be consistent. It should be pretty!
To prevent distortion you have to work
in sections. The length of weld can vary depending on the current
used and nature and thickness of steel. I was going about a foot
(bold but a mig is gentler, if using a stick welder you may keep
it shorter) and then doing a line on the opposite side of the
patch. To make a smooth start on the next section, I would cut
back the end of the previous line with the edge of the cutting
blade to form a small groove then start the next weld with about
an inch overlap.
Kay and I did over 40 square feet of curved
bilge that way and no one could ever tell we had done it at all
once it was painted. And in spite of it all being done on the
rush on a slipway that the local fishermen would get nervous
about being tied up for long periods… we never had a leak.
|